Keep your operations running smoothly with CB by your side
CB has been delivering innovative and dependable solutions to clients across the country for more than 75 years. Discover what we can do for your business.
Explore products for every application, tailored to meet your performance needs. Each category features a dedicated program, adding value with technical support and supply management solutions.
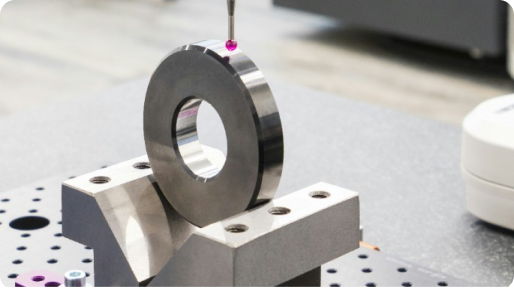
Products and services to maximize efficiency and minimize downtime
We work with the best suppliers to deliver the best to our clients. From robust and precise hardware to industry-leading services, our offerings are engineered to take your operations to the next level.
Tailored MRO solutions to optimize operations and procurement
Clients depend on our industry-specific expertise to identify gaps in their processes. This then allows us to deliver the exact solutions required to drive departmental unity, achieve cost-effectiveness, streamline processes and enhance accuracy with our data-led approach.
An extensive catalogue of top-quality products at your fingertips
With CB as your partner, you get access to our extensive catalogue of top-quality products at competitive prices. Being able to get your hands on what you need to get the job done is a game-changer, and the reason so many of our clients have been loyal to us for decades.
This Quebec sawmill, a pillar of its community for over 30 years, faced modern challenges: a lack of digitization was hindering its growth. Outdated processes and an incomplete bill of…
Transforming inventory management: A leading food manufacturer’s journey to efficiency and savings
This renowned food company, with over 17,000 employees and more than $5 billion in annual revenue, faced a critical challenge: an outdated MRO inventory system. Discover how our tailored solution,…
This Quebec sawmill, a pillar of its community for over 30 years, faced modern challenges: a lack of digitization was hindering its growth. Outdated processes and an incomplete bill of…
Transforming inventory management: A leading food manufacturer’s journey to efficiency and savings
This renowned food company, with over 17,000 employees and more than $5 billion in annual revenue, faced a critical challenge: an outdated MRO inventory system. Discover how our tailored solution,…
This Quebec sawmill, a pillar of its community for over 30 years, faced modern challenges: a lack of digitization was hindering its growth. Outdated processes and an incomplete bill of…
Transforming inventory management: A leading food manufacturer’s journey to efficiency and savings
This renowned food company, with over 17,000 employees and more than $5 billion in annual revenue, faced a critical challenge: an outdated MRO inventory system. Discover how our tailored solution,…